Para usar en taladros manuales, prensas de taladro y máquinas CNC cuando se usan con pinzas de resorte CNC
. Punta de carburo para resultados duraderos.
Para usar en taladros manuales, prensas de taladro y máquinas CNC cuando se usan con pinzas de resorte CNC
. Punta de carburo para resultados duraderos.
Se utiliza para avellanar y avellanar orificios para las cabezas de tornillos en maderas, plásticos y materiales no ferrosos. El diseño integral de 2 filos garantiza resultados uniformes y concéntricos en todo momento. Disponible en una amplia variedad de tamaños, completa con la broca de acero de alta velocidad (HSS) M2 totalmente rectificada.
Avellanador CNC
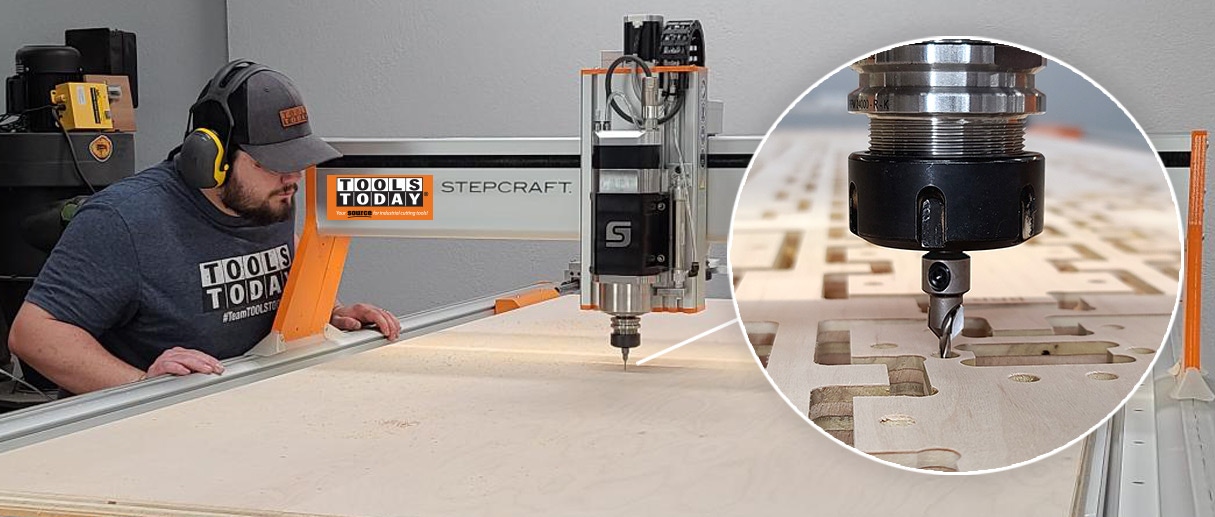
Taladrar avellanados con estas brocas en la máquina CNC es una gran manera de ahorrar tiempo y de que sus piezas queden siempre bien.
Con la broca de profundidad ajustable puede ajustarla para cualquier tamaño de material con el que esté trabajando. La mejor manera de utilizarlas es con una senda de perforación, utilizando la opción de broca de picotazo a 0,25" por pasada con una altura de retracción de 0,125".
Para obtener los mejores resultados, trabaje a 3.000 RPM con una tasa de inmersión de 30 pulgadas por minuto (IPM). No es necesario ajustar la velocidad de avance con estos, ya que sólo se mueven hacia arriba y hacia abajo con el eje Z, no de lado a lado. Si su software no permite una velocidad de avance 0, puede introducir 1 IPM en la velocidad de avance como marcador de posición.
*Paravástago redondo de 5/16" de diámetro, utilice un collar de resorte de 7-8 mm.
Para un vástago redondo de 3/8" de diámetro, utilice un collar de resorte de 9-10 mm.














