![]()
Cómo anidar en Vectric VCarve: un proceso paso a paso
Índice
- Lista de comprobación previa a la creación del nido: qué hacer antes de pulsar el botón
- El proceso paso a paso para el anidamiento en VCarve
- Creación de trayectorias para piezas anidadas: los verdaderos «puntos delicados»
- Conclusión: el efecto de arrastre es un multiplicador de la producción
- Preguntas frecuentes
Los precios de la madera no bajan. Si estás moviendo vectores a mano por la hoja, girando piezas a ojo e intentando meter «solo uno más» de los componentes en la placa, probablemente estés desperdiciando más material del que crees.
Ahí es donde entran en juego las herramientas de anidamiento integradas en Vectric VCarve.
Un anidamiento CNC eficaz te ayuda a aprovechar al máximo cada centímetro cuadrado de contrachapado, MDF, plástico o material compuesto, al tiempo que agiliza la producción y reduce los errores. Ya sea que estés realizando cortes en serie de piezas para armarios, rótulos, componentes de cajones, plantillas o series de producción, un flujo de trabajo de anidamiento adecuado puede mejorar considerablemente la eficiencia.
Y lo que es mejor, el anidamiento no solo sirve para ahorrar material. Si se hace correctamente, también ayuda a evitar colisiones entre herramientas, mejora el rendimiento de la sujeción por vacío y permite obtener cortes más limpios y seguros.
En esta guía, repasaremos todo el proceso de anidamiento de piezas en VCarve —desde la configuración hasta la generación de trayectorias de herramienta— junto con algunos consejos prácticos que te permitirán ahorrar tiempo, material y evitar que se rompan las fresas.
Lista de comprobación previa a la creación del nido: qué hacer antes de pulsar el botón
Antes de dejar que VCarve organice automáticamente tus piezas, debes proporcionar al software información precisa. La calidad del encaje depende en gran medida de la configuración previa.
Mide el material con precisión
Nunca des por sentado que tu contrachapado o MDF tiene exactamente el grosor que figura en la etiqueta.
Una chapa de «3/4 de pulgada» rara vez mide realmente 0,750 pulgadas. La madera contrachapada para muebles, el MDF, la melamina y los paneles chapados pueden presentar variaciones significativas en función del fabricante y de las condiciones de humedad.
Utiliza un calibrador para medir:
- Dimensión X: Ancho real de la lámina
- Dimensión Y: Longitud real de la lámina
- Dimensión Z: Grosor real del material
Esto es importante porque la profundidad de corte, el grosor de las capas y los cálculos de la trayectoria de la herramienta dependen todos de unas dimensiones precisas del material.
Incluso un desfase de 0,02 pulgadas puede causar problemas durante las series de producción anidadas.
 Lleva tus proyectos de carpintería al siguiente nivel con eljuego de sargentos Carbide-3D Crush-It Essential
Lleva tus proyectos de carpintería al siguiente nivel con eljuego de sargentos Carbide-3D Crush-It EssentialCrear una zona de amortiguación «Clamp Zone»
La mayoría de las máquinas CNC de tamaño medio utilizan:
- Abrazaderas para rieles en T
- Abrazaderas de leva
- Bolsas al vacío
- Sistemas híbridos de sujeción
No es recomendable que VCarve coloque las piezas directamente sobre los elementos de sujeción.
Antes de anidar, define unos márgenes de seguridad alrededor del perímetro de la hoja. De este modo se crea una «zona de sujeción» específica que mantiene la cuchilla a una distancia segura de los elementos fijos.
Incluso las tiendas que cuentan con mesas de vacío suelen dejar un pequeño margen perimetral para evitar los bordes imperfectos de fábrica o las esquinas deformadas.
Un buen punto de partida es:
- Un borde de entre 1,27 cm y 2,54 cm en todos los lados para las mesas de vacío
- Espacio libre de 2 pulgadas o más para sistemas de sujeción física
Agrupa tus vectores correctamente
Este es uno de los errores más comunes que cometen los principiantes al realizar el anidamiento en VCarve.
Si los vectores de los agujeros internos, las ranuras, las ranuras de encaje y el perfil exterior no están agrupados, VCarve podría distribuirlos de forma independiente por toda la hoja durante el anidamiento.
Eso significa:
- Un lateral del armario aquí
- Los orificios para los tornillos están por ahí
- El vector de perfil está en otro lugar completamente distinto
Antes de anidar:
- Seleccionar todos los vectores que pertenecen a una misma pieza
- Agrúpalos
- Repite esto para cada componente individual
Esto garantiza que cada pieza encaje como una unidad completa.
 Curso de formación VCarve Master: Aprovecha todo el potencial de tu máquina CNC con la guía definitiva para dominar el diseño en 2D y la creación de trayectorias de herramienta. Tanto si eres un principiante absoluto como un usuario de nivel intermedio, este curso está diseñado para eliminar la frustración y ofrecerte un camino claro y estructurado hacia el éxito.
Curso de formación VCarve Master: Aprovecha todo el potencial de tu máquina CNC con la guía definitiva para dominar el diseño en 2D y la creación de trayectorias de herramienta. Tanto si eres un principiante absoluto como un usuario de nivel intermedio, este curso está diseñado para eliminar la frustración y ofrecerte un camino claro y estructurado hacia el éxito.El proceso paso a paso para el anidamiento en VCarve
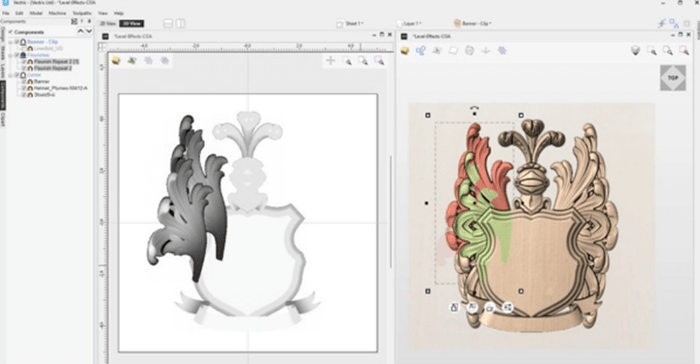
Paso 1: Accede a la herramienta de anidamiento
En VCarve, selecciona los vectores que quieras organizar.
A continuación, ve a:
Editar objetos → Anidar vectores seleccionados
Esto abre el cuadro de diálogo de anidamiento, donde podrás definir el espaciado, los permisos de rotación, los bordes y la gestión de las hojas.
Paso 2: Definir el diámetro de la herramienta y el espacio libre
Este paso es mucho más importante de lo que la mayoría de los principiantes creen.
El espaciado anidado debe tener en cuenta:
- El diámetro real de la fresa
- Deformación de la herramienta
- Precisión de la máquina
- Movimiento de mercancías
- Evacuación segura de virutas
Por ejemplo, si utilizas una broca de compresión Spektra™ de 1/4" de Amana Tool, la distancia entre ellas debería ser, por lo general, mayor que el propio diámetro de la broca.
Una regla habitual que garantiza la seguridad en la producción es:
:contentReference[oaicite:1]{index=1}
Dónde:
- D = diámetro de la herramienta
- C = distancia mínima
Así que con una broca de 1/4":
- Diámetro de la herramienta = 0,25"
- Distancia libre recomendada ≈ 1,27 cm
¿Se puede anidar aún más? A veces.
Sin embargo, un anidamiento más apretado reduce el espacio para la evacuación de virutas y aumenta el riesgo de acumulación de calor, de que las virutas se vuelvan a cortar, de que se rompan las herramientas o de que las piezas pequeñas se desestabilicen durante el corte.
En el corte de producción, suele merecer la pena aumentar ligeramente la distancia entre los dientes para ganar en fiabilidad.
Paso 3: Configurar el espacio del borde
Los bordes de las chapas de fábrica no siempre son perfectos.
La madera contrachapada puede venir con:
- Ligeras deformaciones
- Esquinas dañadas
- Huecos
- Deslaminación
- Bordes desalineados
Dejar un espacio libre en los bordes ayuda a evitar estas imperfecciones y garantiza una sujeción más segura cerca del perímetro.
Deficiencias habituales en los bordes de los productos:
- 0,25"–0,5" para chapas de precisión
- 0,75" o más para madera contrachapada de baja calidad o material deformado
Paso 4: Establecer las reglas de rotación de las piezas
Aquí es donde los conocimientos sobre los materiales cobran importancia.
Materiales que suelen permitir una rotación libre
- MDF
- HDPE
- Acrílico
- PVC
- Placa de espuma
- Muchos plásticos
Con estos materiales, permitir una rotación de 45° o 90° suele mejorar considerablemente el aprovechamiento de la chapa.
Materiales que suelen requerir la alineación de las fibras
- Contrachapado de madera maciza
- Contrachapado chapado
- Paneles de madera maciza
- Laminados decorativos
En el caso de estos materiales, una rotación sin restricciones puede provocar una descoordinación en la orientación de las fibras entre piezas adyacentes.
Eso puede resultar inaceptable para:
- Puertas de armario
- Componentes de mobiliario
- Frentes de cajones
- Carpintería arquitectónica
En esos casos, limite la rotación durante el anidamiento para mantener la uniformidad visual de la veta.
Paso 5: Vista previa de los resultados de varias hojas
Si tus piezas ocupan más espacio del disponible en una hoja, VCarve crea automáticamente hojas adicionales:
- Hoja 1
- Hoja 2
- Hoja 3
- etc.
Esto facilita mucho la gestión de la producción en los trabajos de mayor envergadura.
Revisa siempre todas las hojas generadas antes de crear la trayectoria de la herramienta.
Aspectos que hay que comprobar:
- Piezas giradas inesperadamente
- Pequeñas zonas de desecho inservibles
- Holguras excesivamente reducidas
- Piezas demasiado cerca de las abrazaderas
- Posibles problemas con los soportes de sujeción
 Planos CNC gratuitos para puertas de armario de estilo Shaker simulado en MDF, descargables y personalizables. Incluyen instrucciones paso a paso, archivos SVG, archivos DXF y archivos para Vectric Aspire y Vectric V-Carve Pro, compatibles con la versión 9 y posteriores. Los archivos Vectric incluyen todas las trayectorias de herramienta ya configuradas.
Planos CNC gratuitos para puertas de armario de estilo Shaker simulado en MDF, descargables y personalizables. Incluyen instrucciones paso a paso, archivos SVG, archivos DXF y archivos para Vectric Aspire y Vectric V-Carve Pro, compatibles con la versión 9 y posteriores. Los archivos Vectric incluyen todas las trayectorias de herramienta ya configuradas. Creación de trayectorias para piezas anidadas: los verdaderos «puntos delicados»
Anidar los vectores es solo la mitad del trabajo.
La mayoría de los problemas de los principiantes surgen al cortarlos de forma segura.
El peligro de las piezas pequeñas anidadas
Una vez que una pieza queda completamente separada del esqueleto que la rodea, puede moverse de forma imprevista.
Ese movimiento puede deberse a:
- Succión de la funda antipolvo
- Fuerza de rotación del husillo
- Vibración
- Pérdida de presión de vacío
- Acumulación de virutas
Cuando una pieza suelta se introduce en la fresadora, el resultado puede ser:
- Brocas rotas
- Piezas estropeadas
- Pérdida de la posición del cero
- Tableros de soporte dañados
- Proyectiles voladores
Utiliza pestañas o la técnica de la «piel de cebolla»
Para mantener las piezas estables durante el corte, la mayoría de los operadores de CNC utilizan:
- Pestañas
- Deshojado de cebollas
- O ambas cosas a la vez
Pestañas
Las lengüetas dejan pequeños puentes sin cortar que unen la pieza con el material circundante.
Ventajas:
- Fijación muy segura
- Fácil de instalar
- Ideal para piezas pequeñas
Desventajas:
- Es necesario lijar o recortar después
Deshojado de cebollas
Al pelar la cebolla, queda una fina capa de pulpa en la parte inferior del corte.
Ventajas:
- Bordes con un acabado más limpio
- Ideal para mesas de vacío
- Postprocesamiento más rápido
Desventajas:
- Requiere una medición precisa del espesor del material
- Puede fallar si el material varía demasiado
Muchos talleres de producción combinan ambos métodos para lograr la máxima fiabilidad.

Por qué son importantes las brocas de compresión para el corte anidado
Para madera contrachapada, melamina, MDF chapado y materiales laminados, una broca de compresión suele ser la mejor opción.
He aquí el motivo:
- Las fresas de corte ascendente extraen las virutas hacia arriba, pero pueden desgarrar la capa superior
- Las brocas de corte descendente protegen la superficie superior, pero empujan las virutas hacia abajo a través de canales estrechos
- Las brocas de compresión cortan con precisión tanto el borde superior como el inferior
Esto cobra especial importancia en el corte anidado, donde las piezas están muy juntas y la evacuación de virutas resulta más difícil.
Una broca de compresión Spektra™ de Amana Tool ayuda a:
- Reducir el desgarro
- Mejorar la calidad de los bordes
- Mantener los laminados más limpios
- Reducir las virutas de reajuste
- Mejorar la uniformidad de la producción
Por eso, las brocas de compresión forman parte del equipamiento estándar en muchos talleres de ebanistería, rotulación y producción con máquinas CNC.
Conclusión: el efecto de arrastre es un multiplicador de la producción
El anidamiento eficiente transforma tu flujo de trabajo CNC.
En lugar de colocar las piezas manualmente y desperdiciar material costoso, las herramientas de anidamiento de VCarve te ayudan a:
- Aprovechar al máximo el material
- Reducir los residuos
- Acelerar la producción
- Mejorar la coherencia
- Proteger las herramientas
- Garantizar operaciones de corte más seguras
Para muchos talleres de CNC de tamaño medio, un encajado adecuado puede aumentar considerablemente la productividad de una máquina sin necesidad de renovar el equipo.
¿Estás listo para poner a prueba tus habilidades para la decoración del hogar?
Echa un vistazo a nuestra selección premium de brocas de compresión CNC de Amana Tool y descarga planos de proyectos CNC totalmente optimizados y listos para el anidamiento directamente desde la tienda ToolsToday directamente desde la tienda ToolsToday para empezar a tallar de forma más inteligente hoy mismo.
Preguntas frecuentes
¿Qué es el anidamiento en Vectric VCarve?
El anidamiento es el proceso de disponer automáticamente las piezas en una hoja de material para aprovechar al máximo el espacio útil y reducir los residuos. La herramienta de anidamiento de VCarve ayuda a optimizar los diseños para el corte CNC organizando los vectores de manera eficiente en una o varias hojas.
¿Por qué se dispersan mis vectores por toda la hoja al anidarlos?
Esto suele ocurrir porque los vectores no se agruparon antes de anidarlos. Los orificios internos, las ranuras y los perfiles externos de cada pieza deben agruparse para que VCarve los trate como un único componente.
¿Qué distancia debo dejar entre las piezas encajadas?
Un punto de partida habitual es aproximadamente el doble del diámetro de la fresa. Por ejemplo, una fresa para fresadora CNC de 1/4" suele funcionar mejor con una separación de unos 1/2", lo que mejora la evacuación de virutas y reduce el riesgo de colisiones de la herramienta o de sobrecalentamiento.
¿Debería permitir la rotación de las piezas durante el anidamiento?
Depende del material. El MDF, los plásticos y los acrílicos suelen poder girarse libremente para aprovechar mejor el material. La madera contrachapada de frondosas y los paneles chapados suelen requerir una rotación limitada para mantener una dirección uniforme de la veta.
¿Por qué se recomiendan las brocas de compresión para el corte CNC anidado?
Las fresas de compresión cortan con precisión tanto el borde superior como el inferior, lo que ayuda a reducir el desgarro en contrachapados, melamina y materiales laminados. Son especialmente útiles para el corte anidado, ya que la estrecha separación entre las piezas puede dificultar la evacuación de virutas.