Por qué las recomendaciones sobre la velocidad de avance en CNC no son límites de velocidad
Índice
- Resumen rápido
- La pregunta que nos hacen constantemente
- La herramienta: Espiral de compresión Amana Tool 46172-K
- Mismo bit. Máquinas diferentes. Resultados totalmente distintos.
- ¿Por qué las velocidades de avance recomendadas por Amana son más bajas?
- Por qué no nos limitamos a indicar «Ejecute este fragmento a 1000 IPM»
- La velocidad de avance por sí sola no lo dice todo
- Un ejemplo sencillo de carga de viruta
- Por qué correr demasiado despacio también puede ser un problema
- ¿Qué pasa si vas demasiado rápido?
- Cómo aumentar de forma segura la velocidad de avance de tu máquina CNC
- Lo que realmente muestra el vídeo de 1.000 IPM
- Lo esencial
- ¿A qué velocidad corres?
- Preguntas frecuentes
Seguramente ya habrás visto los vídeos.
Una fresadora CNC corta los paneles a una velocidad que parece imposible. Las virutas salen volando. Las piezas quedan terminadas en cuestión de segundos. La calidad del corte es excelente.
Entonces consultas la tabla de avances y velocidades para esa misma broca y ves que la velocidad de avance recomendada es una fracción de la que acabas de ver.
¿Y qué pasa?
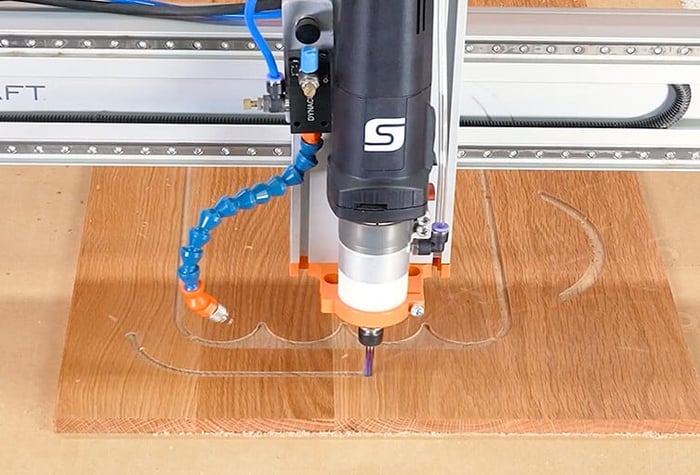
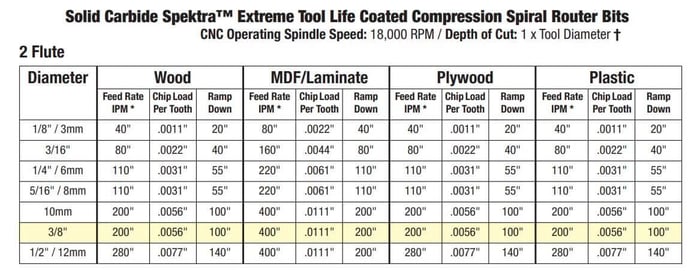
Recientemente, compartimos un vídeo de la fresa espiral de compresión Amana Tool 46172-K funcionando a aproximadamente 1.000 pulgadas por minuto (IPM) en una fresadora CNC industrial. Sin embargo, las recomendaciones publicadas sobre avances y velocidades para esa fresa son mucho más bajas: alrededor de 200 IPM para muchas aplicaciones y aproximadamente 400 IPM en MDF y laminados.
A primera vista, esas cifras parecen contradictorias.
No lo son.
La realidad es que las recomendaciones sobre la velocidad de avance no son límites de velocidad. Son puntos de partida.
La tabla de alimentación te indica por dónde empezar. Tu máquina determina hasta dónde puedes llegar a partir de ahí.
Resumen rápido
- Los valores de avance y velocidad del fabricante están diseñados para funcionar en una amplia gama de máquinas CNC.
- La misma broca puede funcionar a 200 IPM en una máquina y a más de 1.000 IPM en otra.
- La rigidez de la máquina, la potencia del husillo, el sistema de sujeción, el material y la carga de viruta influyen en las velocidades de avance que se pueden alcanzar.
- De hecho, muchos usuarios de CNC trabajan a un ritmo demasiado lento, no demasiado rápido.
- Utiliza los valores de avance y velocidad publicados como punto de partida y, a continuación, ajústalos en función de tu máquina y de los resultados obtenidos.
La tabla de alimentación es el punto de partida. La capacidad de la máquina determina el resultado final.
La pregunta que nos hacen constantemente
Cada vez que publicamos un vídeo en el que se muestran velocidades de corte CNC muy elevadas, los comentarios son previsibles:
«¿Por qué la tabla de avance indica 200 IPM si estás trabajando a 1.000?»
«¿Son erróneas las recomendaciones?»
«¿Puedo hacer funcionar mi máquina a esas velocidades?»
Son preguntas lógicas.
Pero dan por sentado que la velocidad de avance viene determinada únicamente por la broca.
No lo es.
Una fresa para fresadora CNC es solo una parte del sistema de corte. La máquina es igual de importante.
La herramienta: Espiral de compresión Amana Tool 46172-K
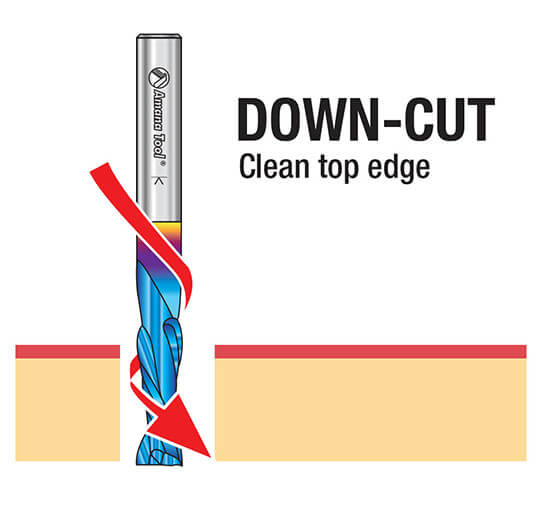
La fresa Amana Tool 46172-K es una fresa CNC de espiral de compresión de 3/8" de diámetro y dos canales, con recubrimiento Spektra™. Está diseñada para obtener bordes superiores e inferiores limpios en tableros y materiales laminados, como MDF, melamina, contrachapado laminado, aglomerado, madera dura, madera blanda y contrachapado chapado.
Las fresas de compresión son especialmente populares en la fabricación de armarios con CNC, piezas de mobiliario, rótulos y la producción de productos laminados, ya que combinan la geometría de corte ascendente y descendente en una sola herramienta.
La parte inferior de la broca arrastra las virutas hacia arriba. La parte superior empuja las fibras del material hacia abajo. En conjunto, esa geometría ayuda a reducir el desgarro tanto en la cara superior como en la inferior del material.
Esto convierte a la 46172-K en una opción ideal cuando la calidad de los bordes es fundamental, especialmente en materiales laminados a doble cara, en los que un desgarro en cualquiera de las caras puede estropear la pieza.
Mismo bit. Máquinas diferentes. Resultados totalmente distintos.
Imagina que tres usuarios de CNC compran exactamente la misma broca de compresión.
Se puede utilizar una fresadora CNC compacta para aficionados con una fresadora de recorte.
Uno utiliza una máquina prosumidora de mayor tamaño con un husillo mejorado.
Se utiliza una fresadora CNC industrial de alta resistencia con un husillo de producción y un sistema de sujeción por vacío de gran potencia.
Los tres tienen el mismo fragmento.
Es posible que las tres estén cortando materiales laminados similares.
Pero es posible que las tres requieran velocidades de avance muy diferentes.
¿Por qué?
Porque la broca no determina los límites de la máquina. Es la máquina la que los determina.
| Configuración | Características típicas de la máquina | La realidad de la velocidad de avance |
|---|---|---|
| CNC de sobremesa o ligero | Estructura ligera, motores más pequeños, fresadora de acabado o husillo compacto, rigidez limitada | Empieza por las recomendaciones publicadas y ve aumentando poco a poco |
| CNC para prosumidores | Estructura más rígida, sistema de movimiento más robusto, husillo mejorado y mejor sujeción de la pieza | Puede funcionar más rápido de lo que indica el gráfico si se configura y se prueba adecuadamente |
| Fresadora CNC industrial | Bastidor robusto, husillo potente, control de movimiento de producción, mesa de vacío, sistema de evacuación de virutas eficaz | A menudo se puede procesar el mismo dato mucho más rápido en las condiciones adecuadas |
En nuestro ejemplo de 1.000 IPM, la fresa se utiliza en una fresadora CNC Camaster industrial de alta resistencia. Este tipo de máquina está diseñada para el corte en serie. Es capaz de acelerar más rápidamente, resistir mejor las vibraciones, soportar la carga del husillo con mayor eficacia y mantener el material bien sujeto en condiciones de corte exigentes.
El bit no se aceleró de repente.
La máquina permitió que la broca rindiera casi al máximo de su potencial.
¿Por qué las velocidades de avance recomendadas por Amana son más bajas?
Las tablas de avances y velocidades están diseñadas para ayudar a una amplia variedad de usuarios a obtener buenos resultados.
Esto incluye a operadores de CNC con experiencia, pero también a nuevos usuarios de CNC, propietarios de pequeños talleres, aficionados, centros educativos, espacios de creación y personas que utilizan máquinas de menor potencia.
Si un fabricante publicara únicamente la velocidad de avance máxima posible en condiciones industriales ideales, esa cifra resultaría inútil —y posiblemente perjudicial— para muchos usuarios.
Por ejemplo, si un principiante ve «1.000 IPM» y lo introduce en su software CAM sin comprender los requisitos de la máquina, pueden surgir varios problemas:
- Es posible que la máquina no pueda alcanzar físicamente esa velocidad de avance.
- El bastidor puede doblarse o vibrar bajo carga.
- Es posible que el husillo o la fresadora no tengan suficiente potencia.
- El material puede desplazarse si la sujeción no es lo suficientemente firme.
- La broca puede vibrar, desviarse, sobrecalentarse o romperse.
- El acabado del borde puede quedar peor, en lugar de mejor.
Por eso, es mejor considerar las velocidades de avance publicadas como puntos de partida fiables.
No pretenden mostrar el máximo rendimiento de la herramienta en una máquina industrial. Su objetivo es ayudar a más usuarios a empezar con una configuración que tenga posibilidades razonables de funcionar.
Por qué no nos limitamos a indicar «Ejecute este fragmento a 1000 IPM»
Porque para muchos usuarios de CNC, eso sería un mal consejo.
Una velocidad de avance de 1.000 IPM puede ser totalmente razonable en una fresadora industrial de gran potencia que corte el material adecuado con la trayectoria de herramienta y el sistema de sujeción adecuados.
Sin embargo, esa cifra podría no ser realista en un equipo más pequeño.
No basta con preguntar:
«¿Puede el bit funcionar a esta velocidad?»
También hay que preguntarse:
«¿Puede mi máquina funcionar a esta velocidad sin perder precisión, rigidez, capacidad de evacuación de virutas y calidad de corte?»
Si la respuesta es no, la velocidad de avance correcta es menor, aunque la broca en sí misma pueda alcanzar una mayor velocidad.
La velocidad de avance por sí sola no lo dice todo
Es fácil fijarse en la velocidad de avance porque es sencilla y llama la atención.
1 000 IPM parece rápido.
200 IPM parece una cifra prudente.
Pero la velocidad de avance por sí sola no indica si un corte es correcto.
Para saber si una velocidad de avance es adecuada, también hay que tener en cuenta:
- RPM: La velocidad a la que gira el husillo.
- Número de canales: cuántos filos de corte se encargan de eliminar el material.
- Carga de arranque: Cantidad de material que elimina cada canal por revolución.
- Profundidad de corte: la cantidad de material que se retira en sentido vertical.
- Ancho de corte: la parte del diámetro de la herramienta que está en contacto con la pieza.
- Material: MDF, contrachapado, madera maciza, laminado y melamina, todos cortados de forma diferente.
- Rigidez de la máquina: una máquina rígida puede mantener la precisión bajo carga.
- Fijación: La pieza debe permanecer inmóvil a la velocidad de avance seleccionada.
Una velocidad de avance que funciona muy bien con el MDF puede resultar demasiado agresiva con la madera dura.
Una velocidad de avance adecuada para una pasada de acabado superficial puede resultar demasiado agresiva en un corte de perfil a toda profundidad.
Los operadores de CNC con experiencia no se limitan a preguntar: «¿A qué velocidad puede funcionar esta broca?».
Se preguntan: «¿Qué volumen de arranque de viruta pretendo conseguir? ¿Y es mi máquina capaz de soportar ese corte?».
Un ejemplo sencillo de carga de viruta
La carga de viruta es la cantidad de material que cada filo de corte elimina con cada rotación de la herramienta.
La fórmula básica es:
Carga de viruta = Velocidad de avance ÷ (RPM × Número de canales)
Para una broca de dos canales que funciona a 18 000 rpm:
- A 200 IPM, la profundidad de corte es de aproximadamente 0,0055 pulgadas
- A 300 IPM, la carga de viruta es de aproximadamente 0,0083 pulgadas.
- A 1.000 IPM, la carga de viruta es de aproximadamente 0,0278 pulgadas.
Esa es una diferencia enorme.
En una máquina CNC pequeña o ligera, una carga de viruta elevada puede sobrecargar la máquina, el husillo, la fresa o el sistema de sujeción.
En una máquina CNC industrial de gran potencia, ese mismo corte agresivo puede ser viable en las condiciones adecuadas.
Por eso es tan importante la máquina.
Por qué correr demasiado despacio también puede ser un problema
A la mayoría de los usuarios noveles de CNC les preocupa ir demasiado rápido.
Pero correr demasiado despacio también puede acarrear problemas.
Si la velocidad de avance es demasiado baja para las revoluciones por minuto, la broca puede rozar en lugar de cortar. En lugar de producir virutas, genera polvo y calor.
Ese calor puede provocar:
- Ardiendo
- Desgaste prematuro de las herramientas
- Acumulación de resina
- Bordes de plástico derretido
- Mala evacuación de virutas
- Menor vida útil de la herramienta
En muchos casos, mejorar un corte no significa reducir la velocidad.
Significa encontrar el equilibrio adecuado entre la velocidad de avance, las revoluciones por minuto, la carga de viruta y la capacidad de la máquina.
El objetivo es fabricar chips, no polvo.
¿Qué pasa si vas demasiado rápido?
Unas velocidades de avance más altas aumentan la carga sobre todo el sistema de corte.
El husillo debe mantener la potencia. La máquina debe conservar su rigidez. Los motores deben seguir el ritmo. El material debe permanecer bien sujeto. La broca debe evacuar las virutas de forma limpia.
Si falla alguna parte de ese sistema, el corte puede estropearse rápidamente.
Algunos indicios de que quizá te estés exigiendo demasiado son:
- Ruido o vibración
- Un borde irregular u ondulado
- Tensión en la máquina o ruido inusual
- Ardor o calor excesivo
- Movimiento de piezas
- Deformación de la herramienta
- Brocas rotas
Las velocidades de avance elevadas no son necesariamente mejores.
Solo son más eficaces cuando la máquina, el material, la trayectoria de la herramienta y la configuración permiten su uso.
 Fresas espirales de compresión de metal duro macizo con recubrimiento Spektra para CNC, diseñadas para aplicaciones CNC que requieren altas velocidades de avance y cortes de compresión impecables. Especialmente indicadas para melamina de doble cara o materiales laminados.
Fresas espirales de compresión de metal duro macizo con recubrimiento Spektra para CNC, diseñadas para aplicaciones CNC que requieren altas velocidades de avance y cortes de compresión impecables. Especialmente indicadas para melamina de doble cara o materiales laminados.Cómo aumentar de forma segura la velocidad de avance de tu máquina CNC
Si tu máquina tiene una capacidad superior a las recomendaciones publicadas, no hay ningún inconveniente en probar velocidades de avance más altas.
Hazlo con método.
- Empieza por seguir las recomendaciones del fabricante. Utiliza la tabla como referencia, sobre todo si se trata de una broca nueva, un material nuevo o una máquina con la que no estás familiarizado.
- Haz un corte de prueba. Utiliza material de desecho antes de pasar a la pieza definitiva.
- Presta atención a las virutas. Deben quedar virutas limpias, ni polvo fino ni trozos demasiado grandes.
- Presta atención a la máquina. Los chirridos, los chillidos o los cambios repentinos en el sonido son señales de advertencia.
- Aumente la velocidad de avance poco a poco. Avance gradualmente en lugar de pasar de 200 IPM a 1.000 IPM de golpe.
- Comprueba la calidad del corte. Un corte más rápido no sirve de nada si el acabado empeora.
- Controle el calor y la acumulación de residuos. Observe el borde de corte e inspeccione la broca después de cortar.
- Comprueba que la sujeción sea firme. Si el material se mueve, la velocidad de avance es demasiado elevada para esta configuración.
El objetivo no es alcanzar la cifra más alta posible.
El objetivo es encontrar la velocidad de avance más rápida y fiable que permita seguir obteniendo una calidad de corte excelente.
Lo que realmente muestra el vídeo de 1.000 IPM
Cuando veas que la Amana 46172-K funciona a 1.000 IPM, la cuestión no es que todos los usuarios de CNC deban utilizar esa cifra.
La cuestión es que la herramienta ofrece un gran potencial de rendimiento cuando se combina con la máquina adecuada.
En una fresadora CNC industrial, con el material adecuado, las revoluciones por minuto (RPM), la trayectoria de la herramienta, la profundidad de corte, la evacuación de virutas y la sujeción correctas, una fresa de compresión de alta calidad a menudo puede superar con creces las recomendaciones de la tabla de referencia.
Eso no significa que la tabla de alimentación sea errónea.
Esto significa que el gráfico es un punto de partida, mientras que el vídeo muestra lo que se puede conseguir en condiciones reales de producción.
Lo esencial
Las recomendaciones de velocidad de avance no son límites de velocidad.
Son puntos de partida pensados para ayudar a una amplia variedad de usuarios de CNC a empezar con ajustes prácticos y fiables.
A partir de ahí, la velocidad de avance real dependerá de tu máquina, el material, el husillo, el sistema de sujeción, la trayectoria de la herramienta y tu experiencia.
Por eso, una misma broca puede funcionar a 200 IPM en un taller y a más de 1.000 IPM en otro.
La cuestión es la misma.
La máquina no lo es.
Empieza por el gráfico. Aprende a reconocer el sonido de un buen corte. Vigila las virutas. Haz pruebas con cuidado. Después, aumenta la velocidad de avance en la medida en que te lo permita la máquina.
¿A qué velocidad corres?
Cada configuración de CNC es diferente, y la experiencia práctica suele ser la mejor maestra.
¿Cuál es la velocidad de avance máxima con la que has trabajado con éxito utilizando una broca de compresión?
¿Qué máquina estabas usando?
¿Qué material estabas cortando?
Nos encantaría saber qué es lo que mejor funciona en tu tienda.
Preguntas frecuentes
¿Por qué recomienda Amana 200 IPM si la broca puede funcionar a 1000 IPM?
Las velocidades de avance publicadas están diseñadas para funcionar en una amplia gama de máquinas CNC, incluidas las máquinas más pequeñas y de menor potencia. Aunque es posible realizar un corte a 1.000 IPM en una fresadora CNC industrial, eso no significa que todas las máquinas puedan funcionar a esa velocidad de forma segura o precisa.
¿Puedo hacer funcionar mi fresadora CNC a una velocidad superior a la recomendada en la tabla de avance?
Es posible. Muchos usuarios pueden aumentar las velocidades de avance por encima de las recomendaciones iniciales, pero solo si la máquina, el husillo, el sistema de sujeción, el material y la trayectoria de la herramienta lo permiten. Aumente la velocidad de avance gradualmente y observe la formación de virutas, la calidad de los bordes, el calor y las vibraciones.
¿Es malo utilizar una fresa CNC a una velocidad demasiado baja?
Sí. Si la velocidad de avance es demasiado lenta para la velocidad del husillo, la broca puede rozar en lugar de cortar. Esto genera calor, quemaduras, acumulación de resina, una evacuación deficiente de las virutas y un desgaste prematuro de la herramienta.
¿Qué es más importante: la velocidad de avance o la carga de viruta?
La carga de viruta suele ser la medida más útil, ya que indica cuánto material elimina cada filo por cada vuelta. La velocidad de avance es importante, pero debe tenerse en cuenta junto con las revoluciones por minuto (RPM), el número de canales, el material y la profundidad de corte.
¿Deberían los principiantes utilizar el ajuste de 1.000 IPM que se muestra en los vídeos sobre CNC?
No. Los principiantes deben empezar con los valores de avance y velocidad indicados por el fabricante, realizar cortes de prueba y aumentarlos gradualmente. Un vídeo grabado con una fresadora CNC industrial no es automáticamente aplicable a una máquina más pequeña destinada al hobby o al uso semiprofesional.