Las mejores fresas CNC para cortar aluminio
Índice
- Las mejores opciones con recubrimiento de ZrN para cortes limpios, mejores acabados y mayor vida útil de la herramienta.
-
- 1. Fresas de corte ascendente con recubrimiento de ZrN y espiral de carburo sólido con ranura en O
-
- 2. Fresas de carburo sólido con revestimiento de ZrN y ranura en V de punto cero (45°, 60°, 90°)
- Brocas para tallado 2D/3D con recubrimiento ZrN también disponibles en juegos, de 3 a 18 piezas.
- 3. Fresas CNC con punta esférica (bola cónica) de carburo sólido recubiertas de ZrN en espiral
-
- ¿Por qué las fresas recubiertas de ZrN son ideales para el aluminio?
- Elegir la broca CNC adecuada para aluminio
- Consejos sobre avances y velocidades para cortar aluminio con una fresadora CNC
- Reflexiones finales
- Preguntas frecuentes
Las mejores opciones con recubrimiento de ZrN para cortes limpios, mejores acabados y mayor vida útil de la herramienta.
El aluminio es uno de los materiales más gratificantes, y a la vez más exigentes, para cortar con una fresadora CNC. Cuando se utilizan las herramientas adecuadas, el aluminio se mecaniza limpiamente, deja bordes nítidos y produce resultados profesionales. Cuando no es así, se producen vibraciones, acabados deficientes, soldadura de virutas y fallos prematuros de las herramientas.
En ToolsToday, tres tipos de brocas CNC de carburo sólido recubiertas de ZrN se sitúan constantemente entre las mejores para trabajar el aluminio. Cada una de ellas tiene una finalidad diferente, desde el corte de producción de alto avance hasta el biselado de precisión y el mecanizado 3D detallado.
A continuación, desglosamos cuándo utilizar cada tipo de broca, qué la hace eficaz para el aluminio y cómo elegir la adecuada para su trabajo.
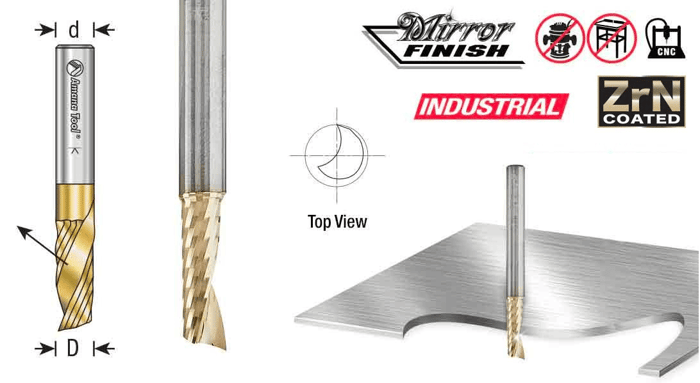
1. Fresas de corte ascendente con recubrimiento de ZrN y espiral de carburo sólido con ranura en O.
Ideal para: Corte rápido y limpio de aluminio con altas velocidades de avance.
Si está cortando aluminio en una fresadora CNC con alimentación automática, las brocas espirales con ranura en O deberían ser su punto de partida.
Estas brocas están diseñadas específicamente para metales blandos y gomosos como el aluminio, utilizando una única ranura altamente pulida para evacuar las virutas de manera eficiente antes de que puedan volver a soldarse al filo de corte.
Por qué las brocas O-Flute destacan en el aluminio
- El filo pulido espejo reduce la fricción y la acumulación de calor.
- El gran volumen de la ranura elimina rápidamente las virutas, incluso a velocidades de avance más altas.
- El recubrimiento de ZrN resiste el desgaste y prolonga la vida útil de la herramienta.
- Permite velocidades de avance más altas para cortar más metros lineales en menos tiempo.
Esta combinación hace que las brocas O-flute sean ideales para entornos de producción, especialmente al cortar láminas, paneles y perfiles de aluminio utilizados en ventanas, puertas y fachadas arquitectónicas.
Úsalas cuando:
- Quieres la máxima velocidad y bordes limpios.
- Su CNC tiene una buena rigidez y control automático de avance.
- El acabado superficial es importante, pero el rendimiento lo es aún más.
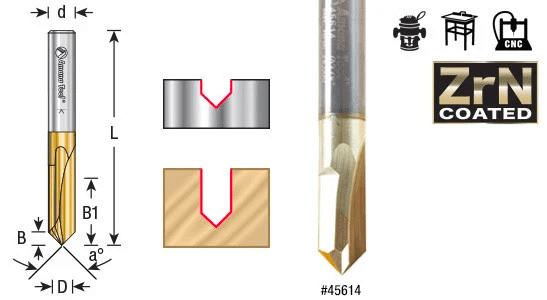
2. Fresas de carburo sólido con revestimiento de ZrN y ranura en V de punto cero (45°, 60°, 90°)
Ideal para: ranurado en V, biselado, grabado y chaflán de aluminio.
Las fresas con ranura en V no solo sirven para madera o plástico. Cuando están debidamente recubiertas y afiladas, son extremadamente eficaces para realizar detalles precisos en aluminio.
Las brocas con ranura en V de punto cero cuentan con una estructura de carburo sólido con recubrimiento de ZrN, lo que les permite crear biseles, chaflanes y líneas grabadas nítidas sin manchar ni desgarrar el material.
¿Por qué las brocas con ranura en V funcionan en aluminio?
- Geometría de punta afilada y controlada para una definición nítida de los bordes.
- El recubrimiento cerámico de ZrN reduce la fricción y ayuda a prevenir la acumulación de material.
- Ideal para cortes de profundidad controlada y elementos decorativos.
Disponibles en ángulos de 45°, 60° y 90°, estas brocas se utilizan habitualmente para:
- Paneles de aluminio con ranuras en V
- Biselar los bordes antes del montaje.
- Grabado decorativo o funcional
- Chaflanes limpios en piezas mecanizadas
Úsalas cuando:
- Los detalles y la precisión son más importantes que la velocidad.
- Estás grabando, biselando o chaflanando aluminio.
- Desea una geometría consistente con resultados repetibles.
Compre fresas de carburo sólido de 45°, 60° y 90° para ranurado en V con recubrimiento de ZrN.

3. Fresas CNC con punta esférica (bola cónica) de carburo sólido recubiertas de ZrN en espiral
Ideal para: contorneado 2D y 3D, perfilado y mecanizado profundo de aluminio.
Para formas complejas, superficies curvas y perfiles detallados en aluminio, las fresas de punta esférica son la herramienta ideal.
Estas brocas de carburo sólido recubiertas de ZrN están diseñadas para un movimiento simultáneo en 3 ejes, lo que las hace ideales para el contorneado 2D y 3D, el modelado y el perfilado profundo.
Por qué las brocas de punta esférica son eficaces
- El diseño en espiral ascendente favorece la evacuación de virutas.
- Menos escalones para acabados superficiales más lisos
- El recubrimiento de ZrN ayuda a minimizar el calor y prolongar la vida útil de la herramienta.
- Las opciones cónicas permiten cortes profundos con gran detalle.
Aunque se utilizan ampliamente en la fabricación de letreros, ebanistería y moldes, estas brocas también ofrecen un rendimiento excepcional en aluminio cuando la precisión y la calidad de la superficie son fundamentales.
Úsalas cuando:
- Mecanizado de curvas complejas o piezas de aluminio contorneadas
- Realizar perfiles profundos con menos pasadas
- Creación de elementos 2D o 3D en los que la calidad del acabado es fundamental.
¿Por qué las fresas recubiertas de ZrN son ideales para el aluminio?
Los tres tipos de brocas mencionados anteriormente comparten una ventaja clave: el recubrimiento de nitruro de circonio (ZrN), aplicado mediante un proceso de deposición física en fase vapor (PVD).
Ventajas principales del recubrimiento de ZrN
- Crea una superficie cerámica dura y resistente al desgaste sobre el carburo.
- Reduce la fricción y ayuda a prevenir la soldadura de virutas y el desgaste.
- Admite velocidades de avance y velocidades del husillo más altas.
- Aumenta significativamente la vida útil del filo.
- Produce acabados más limpios con menos vibraciones.
En combinación con una geometría de ranura optimizada y un bajo desvío total indicado (TIR), las herramientas recubiertas de ZrN pueden reducir la limpieza secundaria cuando se utilizan en máquinas CNC rígidas y husillos de bajo TIR.
Elegir la broca CNC adecuada para aluminio
| Si tu objetivo es... | Elige esta parte |
|---|---|
| Corte rápido de producción | O-Flute Espiral Ascendente |
| Grabado, biselado, chaflanes | Ranura en V (45°, 60°, 90°) |
| Curvas, contornos, perfiles 3D | Punta esférica / Bola cónica |
Consejos sobre avances y velocidades para cortar aluminio con una fresadora CNC
- Utilice brocas específicas para aluminio, como herramientas con ranura en O o recubiertas de ZrN, para una evacuación adecuada de las virutas.
- Priorizar la velocidad de avance sobre la velocidad del husillo para evitar la acumulación de calor y la soldadura de virutas.
- Comience con una profundidad de corte conservadora y auméntela gradualmente según lo permita su máquina.
- Mantenga una carga de viruta constante; el roce provoca acabados deficientes y reduce la vida útil de la herramienta.
- Utilice husillos con un bajo desvío total indicado (TIR) y fije bien la pieza de trabajo.
- Elimine las virutas de forma agresiva utilizando aire comprimido o aspiración.
- Prueba en desechos antes de comprometerse con los recortes de producción.
Reflexiones finales
El corte satisfactorio del aluminio en una fresadora CNC depende del control de las virutas, la gestión del calor y la geometría de la herramienta. Las brocas de carburo sólido con recubrimiento de ZrN mencionadas anteriormente están diseñadas para abordar estos tres aspectos, lo que permite obtener cortes más limpios, una mayor vida útil de la herramienta y resultados más predecibles.
Ya sea que esté fabricando piezas de producción, grabando paneles o mecanizando perfiles 3D complejos, elegir la broca CNC específica para aluminio adecuada le permitirá ahorrar tiempo, reducir los desechos y mejorar el acabado de su trabajo.
Preguntas frecuentes
¿Qué tipo de fresa CNC es la más adecuada para cortar aluminio?
Las fresas de carburo sólido con ranura en O suelen ser la mejor opción para cortar aluminio en fresadoras CNC, ya que su diseño de ranura grande elimina las virutas de forma eficaz y reduce la acumulación de calor y la resoldadura de las virutas.
¿Por qué se recomiendan las brocas de una sola ranura en lugar de las de múltiples ranuras para el aluminio?
El aluminio es un metal blando y gomoso. Las brocas O-flute utilizan un único filo altamente pulido que permite evacuar rápidamente las virutas, evitando que el material se adhiera a la herramienta y degrade el acabado.
¿Se pueden utilizar fresas con ranura en V en aluminio?
Sí. Las fresas de carburo sólido con ranura en V y recubrimiento de ZrN son eficaces para grabar, biselar, chanfrar y ranurar en V el aluminio cuando se utilizan con avances, velocidades y máquinas CNC rígidas adecuadas.
¿Cuándo debo utilizar una fresa de punta esférica para aluminio?
Las fresas de punta esférica son ideales para el contorneado 2D y 3D, superficies curvas, perfilado y mecanizado detallado de aluminio, donde son importantes las transiciones suaves y el acabado de la superficie.
¿Qué aporta el recubrimiento de ZrN a las herramientas de corte de aluminio?
El recubrimiento de nitruro de circonio (ZrN) reduce la fricción, evita la soldadura de virutas, resiste el desgaste y permite mayores velocidades de avance y del husillo, lo que se traduce en cortes más limpios y una mayor vida útil de la herramienta.
¿Las fresas recubiertas de ZrN pueden funcionar más rápido que las fresas sin recubrimiento?
Sí. Las brocas recubiertas de ZrN suelen soportar velocidades de giro y avances más elevados que las herramientas sin recubrimiento, ya que el recubrimiento reduce el calor y la fricción en el filo de corte.
¿Necesito refrigerante para cortar aluminio con una fresadora CNC?
No siempre es necesario utilizar refrigerante, pero una evacuación adecuada de las virutas, avances y velocidades correctos y herramientas con recubrimiento de ZrN pueden reducir significativamente el calor y la acumulación de material al cortar aluminio en seco.
¿Qué hace que el aluminio se adhiera a la fresa de una fresadora?
El aluminio puede adherirse ligeramente debido al calor excesivo, una evacuación deficiente de las virutas, avances y velocidades incorrectos, o al uso de herramientas sin ranuras pulidas o recubrimientos específicos para aluminio, como ZrN.
¿Cómo consigo un acabado más limpio al cortar aluminio con una fresadora CNC?
Utilice herramientas específicas para aluminio, como fresas con ranura en O o recubiertas de ZrN, asegúrese de que la evacuación de virutas sea adecuada, mantenga un bajo descentramiento de la herramienta y adapte los avances y las velocidades a la rigidez de su máquina.
¿Por qué la velocidad de avance es más importante que la velocidad del husillo al cortar aluminio?
La velocidad de avance controla la carga de viruta. Si el avance es demasiado lento, la herramienta roza en lugar de cortar, generando calor que puede hacer que el aluminio se suelde a la broca y arruine el acabado.
¿Qué ocurre si la velocidad del husillo es demasiado alta al cortar aluminio?
Una velocidad excesiva del husillo puede generar demasiado calor, lo que provoca la soldadura de virutas, un acabado superficial deficiente y un desgaste prematuro de la herramienta, especialmente en brocas de diámetro pequeño.
¿Debo realizar pasadas superficiales o profundas al cortar aluminio con una fresadora CNC?
Es mejor comenzar con profundidades de corte conservadoras y aumentarlas gradualmente. Es posible realizar pasadas más profundas con máquinas rígidas y herramientas específicas para aluminio, pero ir demasiado lejos puede provocar vibraciones o fallos en la herramienta.
¿Por qué el aluminio a veces deja un borde manchado o con aspecto fundido?
Esto suele ocurrir cuando se acumula calor debido a avances y velocidades incorrectos, una evacuación deficiente de las virutas o el uso de herramientas sin ranuras pulidas o recubrimientos específicos para aluminio.
¿Las diferentes aleaciones de aluminio requieren diferentes avances y velocidades?
Sí. Las aleaciones más blandas, como la 6061, se mecanizan más fácilmente, mientras que las aleaciones más duras, como la 7075, pueden requerir velocidades reducidas, cortes menos profundos o configuraciones más rígidas.
¿Cómo afecta el diámetro de la herramienta a los avances y velocidades?
Las herramientas de menor diámetro suelen requerir velocidades de husillo más altas y cortes más ligeros, mientras que las herramientas más grandes pueden manejar velocidades más bajas y cargas de viruta más pesadas, dependiendo de la rigidez de la máquina.
¿Por qué es importante la rigidez de la máquina al configurar los avances y las velocidades?
Las máquinas menos rígidas son más propensas a las vibraciones y a la deflexión, lo que puede requerir avances más lentos y cortes menos profundos. Las máquinas CNC rígidas pueden funcionar de forma segura a mayor velocidad y profundidad.